
















DTF Inks – Premium Textile Printing Pigments
Achieving vibrant custom apparel prints requires high-grade liquid color formulas built for textile decoration. Our premium DTF inks provide exceptional color density and flow stability for smooth wide-format printing routines. This industrial ink product ensures vivid results on both light and dark cotton garments.
Advanced Pigment Suspension Engineering
Our premium textile DTF inks feature a specialized chemical formulation that prevents heavy color settling. This unique property completely eliminates micro-nozzle clogging and extends the operational life of your expensive hardware printheads. The fine pigment particles flow smoothly during rapid, high-resolution graphic execution passes.
The specialized ink layer forms an incredibly soft fabric hand feel after the final heating press application. This keeps extensive solid graphics lightweight, flexible, and comfortable for regular retail apparel wear. To source complete supply packages for your workshop setup, check out our primary DTF Print Depot storefront directly.
The Science of Textile Coloring Agents
Modern garment decoration relies heavily on water-based pigment formulations that bind permanently to polymer coatings. To explore the chemical history, particle formulation, and industrial scaling of these fluid systems, review the Wikipedia Ink Page. Modern refinements maximize wash durability.
High Opacity Foundation Layers for Dark Fabrics
Low-grade digital inks often suffer from fabric dye migration, causing white prints to look grey or muddy. Our industrial-grade white ink features an ultra-dense formulation that builds a solid block underlayment. This ensures your custom color graphics maintain absolute contrast on deep black fleece materials.
This high coverage capacity allows your design team to print intricate vector details without risking ink bleeding errors. The formulation bonds seamlessly with thermo-plastic adhesive powders during the oven curing step. To discover unique texture media like glitter or glow finishes, browse our curated special DTF transfers selection.
Upgrade Your Print Shop Color Performance
Deploy industrial-strength, highly vibrant digital textile inks to achieve brilliant graphics that stay bright over time.
Browse Premium DTF Inks Now →Engineered for Intensive Commercial Laundry Wear
Fulfillment reliability remains critical when executing custom apparel orders for demanding commercial fashion lines. Our premium pigment prints pass intensive multi-cycle washing machine tests without fading, cracking, or peeling from the garment. The elastic ink layers expand with the natural movement of woven fabrics.
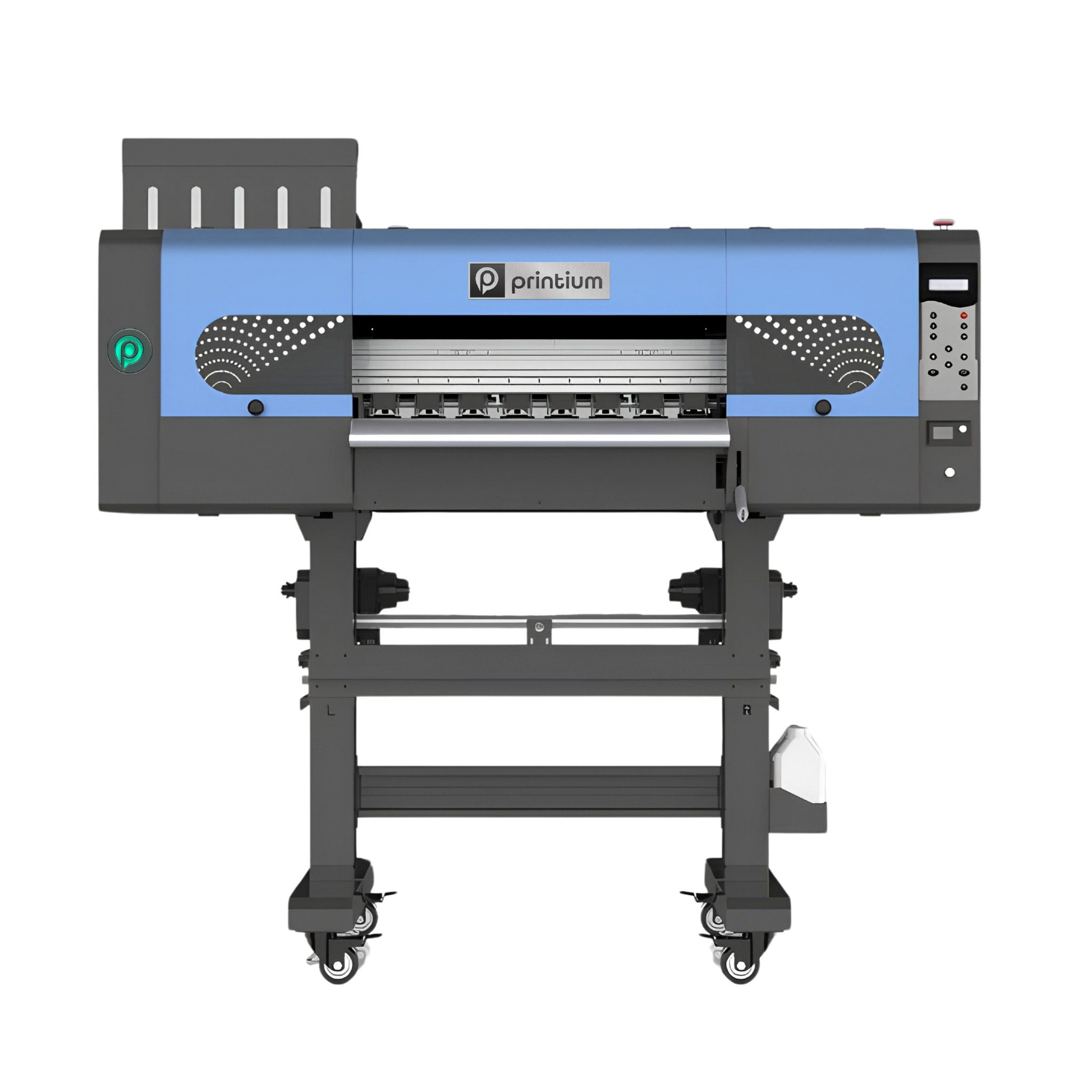
Furthermore, this universal ink set performs beautifully across diverse fiber types, including 100% cotton, polyester, and blended textiles. This versatility helps custom printing businesses scale their product catalogs without switching mechanical ink setups. It delivers a reliable wholesale solution that professional printing operators trust.
Advanced particle suspension minimizes hardware maintenance downtime and stabilizes daily production paths.
Rich ink profiles deliver professional-grade wide color gamuts for accurate photograph and logo printing.
Step-by-Step Workshop Ink Handling Guide
Following a disciplined ink management routine ensures flawless graphic outputs and clear printer lines:
- Agitation Routine: Gently shake your white ink bottle for 1 minute every morning to mix settled pigments.
- Reservoir Filling: Pour the liquid color slowly into your printer tanks to avoid creating micro-air bubbles.
- Nozzle Verification: Run a standard hardware test pattern check before starting large multi-layered print runs.
- Climate Management: Maintain a stable workspace humidity level around 45% to keep printer channels performing ideally.
Frequently Asked Questions (SSS) DTF Inks
No, these textile pigments feature specific viscosity levels designed strictly for specialized DTF printer engines. Sublimation hardware uses entirely different thermal chemistry that cannot process dense direct-to-film fluids.
Our colored inks (CMYK) generally have a stable shelf life of 12 months when stored properly. Due to the natural settling properties of titanium dioxide, our premium white ink should be utilized within 6 months.
Yes, our high-quality textile pigments are formulated without harsh chemical solvents or toxic heavy metals. Once fully cured with powder, they meet strict commercial safety standards for everyday apparel use.
Conclusion: Superior Ink Quality Drives Brand Loyalty
Standardizing your garment production line around our premium DTF ink formulations eliminates color consistency issues entirely. Achieving rich contrast on dark materials helps your print shop command premium market pricing margins effortlessly. Investing in top-tier chemical media stabilizes your production goals while keeping brand quality excellent.


















